


STEEL BARREL
STEEL BARREL PRODUCTION LINE
- 10PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 7PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 5PCS/MINUTE MIDDLE SPEED STEEL BARREL PRODUCTION LINE
- 1PCS/MINUTE LOW SPEED STEEL BARREL MACHINERY
Technical Principle of Metal Barrel Production Line 2
Nine , drums principle stamping top
Drums blanking and stamping are two kinds of stretch forming . Common in the bottom of the barrel and the barrel top , and the lid , sealing devices , barrel parts and other parts of the steel barrel production process .
( A ) forming principle punching drums
Also known as blanking blanking , the process is divided into three stages, namely elastic deformation stage , plastic deformation and fracture separation stage . As shown below.
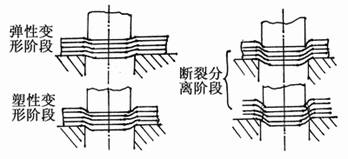
Schematic blanking forming process
1 , the elastic deformation stage
When contacting sheet metal punch , it begins to compress materials , and to resiliently compressible material , drawing and bending deformation. Then the punch slightly squeeze material , the material is also slightly squeeze the other side of the die opening. As the punch continues to push the material within the elastic limit stress reaches . In this case, the material under the punch slightly curved concave mold material is upturned , the greater the gap , bend and bend more serious.
2 , the plastic deformation stage
When the punch into the continued pressure , the pressure increases, the stress within the material reaches the yield phase. Then squeeze the punch depth of the material increases, which increases the degree of plastic deformation , tensile stress within the material and the bending moment is increased, increasing the deformation zone material is hardened , blanking increasing deformation force until the cutting edge the materials near the tensile stress due to micro- cracking effect , the maximum deformation force blanking . Materials microcracks appear , indicating that material begins to destroy , and thus end stage of plastic deformation . Because of the die gap , at this stage , in addition to shear deformation , the bending and punching area also drawing , obviously , the larger the gap , the greater bending and deep drawing .
3 , fracture separation stage
Punch are constantly continue pressing, has been formed to the upper and lower micro-cracks within the material to expand gradually extends the wedge so as to develop , when the upper and lower crack meet overlap, separated material will be cut .
( Two ) forming principle tensile steel drums
Deep drawing process as shown below . The punch and die and punching are different, they are not part of the work sharp edge , but made of a fillet radius , and the gap is slightly larger than the sheet thickness. The role of the punch , the original diameter of the blank , the die face and blank holder gap between the deformed and pulled into the punch and die in the formation of a gap between the parts drawing straight wall .Straight wall portion of the part blank is formed into the outer annular portion , so when drawing the outer annular portion of the blank is deformed zone , and the bottom is usually not participate in the deformation zone is not deformed .
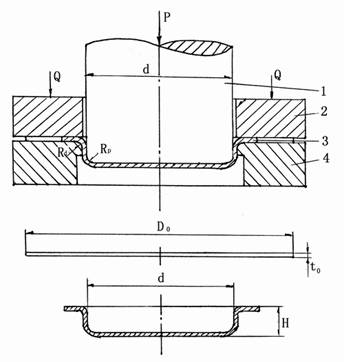
Stretch forming schematics
Ten , the top end of the barrel preroll process principles
The top end of the barrel is a more important pre-roll process . After pre- curling top with the bottom of the barrel curling barrel body is more likely to ensure the formation of assembling seven curling. This is the foreign advanced technology barrel curling seven lies.
As shown in the bottom of the barrel top schematic view of the pre- roll process , generally performed while preroll spray sealant to form a firm place in the pre- crimping the sealing gasket is conducive Road after crimping assembly seal.
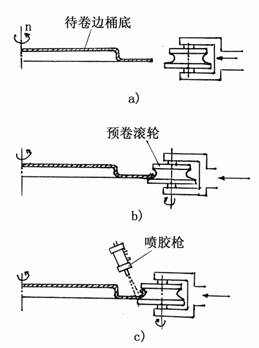
Spray bottom of the barrel during preroll schematic top
Crimping is the use of pre- forming roller on the high speed rotation of the top edge of the bottom of the barrel to give the feed pressure to the top edge of the bottom of the barrel plastically deformed progressively along a groove forming roller . Then glue sealant tank under pressure from the spray gun nozzle at the top end of the barrel rotates under the action of centrifugal force to move within the arc has been rolled up to form a complete uniform film, through natural drying or drying after the formation of flexible apron .
Eleven , drums closure spirals lamination process principles
Rotary screw screw ring closure with barrel lock installed laminated top . First in the bucket on top of punching, stamping , flanging, and then put in the barrel screw ring top hole out in the press nip . This approach is a laminated roll edge technology that will spiral circle drawing the edges curled a given shape stamping method . As shown below , when the pressure of the mold gradually under pressure, coil with vertical edges gradually rolled into the arc-shaped process, when the top of the arc-shaped wrap barrel flange straight wall , it completed the barrel top and screw rings lock mounted ( laminated ) .
Here's pressing lock fitted , its purpose is to screw ring fixed on top of the barrel , so it's tightness is not important, because the screw ring seal between the top and the barrel , mainly by spiro ring gasket to achieve . Another object of the nip , is to give a person gasket extrusion pressure , to produce elastic deformation spiro ring and fill the gap between the top barrel .
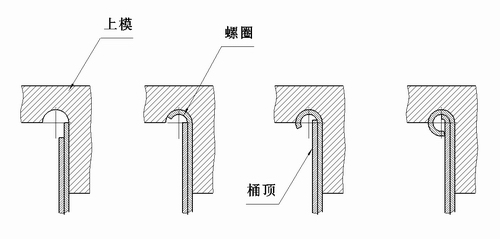
Barrel lock on the top coil with schematics
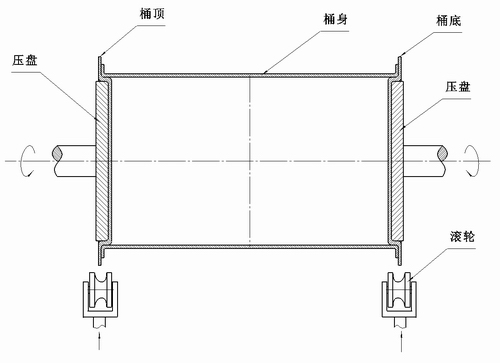
Twelve , drums roll package with process principles
Drums roll package with the basic principles of the rotary bending actually the same .Below is a common seaming operation schematic. Work , first put in the bottom of the barrel top ends of the barrel body , and then use two clamping barrel body and the bottom of the barrel and to top that rotates together with the disk , and then curling up by forming rollers , so that the top and bottom of the barrel barrels body roll groove along the edge of the curve curl , when behind the wheel completely rely on the barrel , curling has been basically formed . Finally, two dressing roller up by the bead pressing , and to eliminate rebound , the bead to form the desired shape.
Roll package with schematic
Bead formation process ( as shown below ) :
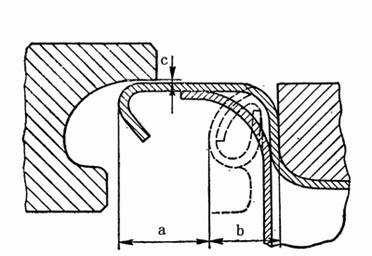
Schematic diagram of the formation of curling
Initially, the first road wheel to move closer and closer to the first end of the barrel top , followed by the top and bottom of the barrel oppression flanging barrel body gradually curl and hook together with each other . When radially fed into the seaming desired value, the head and said seaming rollers will immediately exit , followed by two rollers continue to move along the top edge of the bottom of the barrel . Two rollers allow the bottom of the barrel and the barrel body hook engaging portion further compression deformation tight sealing .
( Drums coating process by the other teachers say that there is not more involved . )