


STEEL BARREL
STEEL BARREL PRODUCTION LINE
- 10PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 7PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 5PCS/MINUTE MIDDLE SPEED STEEL BARREL PRODUCTION LINE
- 1PCS/MINUTE LOW SPEED STEEL BARREL MACHINERY
Technical Problems and Solutions of Steel Drum Production Line 2
Third, the problem of leakage repair drums
1 , steel drums repair method
( A ) the traditional repair method - welding Trapping
Features: heat-affected zone is relatively large, can cause surface oxidation , deformation of the barrel body , curling inside the charred sealant failure , a little leakage shall welding full circle .
( 2 ) brazing repair method
Features: heat-affected zone is relatively small, will not cause the barrel body shape.However, before the welding process is more complicated, the efficiency is low.
( 3 ) welding repair method
Features: heat-affected zone is small, does not produce surface oxidation , welding effect, work efficiency is relatively high.
( 4 ) adhesive bonding method
Features : low cost, high efficiency , simple operation, but limited in scope .
2 , steel drums emergency repair method
( 1 ) an epoxy resin trap method
First with a good glue trap , and added into the barrel body seams , to dry , but the scope of attention .
( 2 ) roller compaction method again
Must be returned to the manufacturer , the use of smaller size grooved rollers , and then rolling on the sealing unit time, can reduce more than 80% of the leaky bucket .
Fourth, the problem of raw and auxiliary materials
1 , the steel sheet material
Materials with high carbon content , excessive impurities , high hardness , easy to crack. Barrel body flanging , the barrel body bulging tendons Department , curling place, bottom of the barrel top and bottom edge of the bucket at the top flange punching are prone to embrittlement. Rolling occur suddenly suddenly small phenomenon, affecting seam welding positioning .
2, the plate thickness tolerance
Material thickness tolerance, uneven thickness , roll diameter uneven seam welding parameters difficult to cope with seaming roller groove dimensions difficult to adapt.
3 , the applicability of sealant
Sealants and chemical properties suited for holding goods , easy to find leakage, or cause deterioration of goods .
4, the closure seals the quality and applicability
Closure seals the chemical nature of the goods are incompatible with the costumes , easy to make the seal to fail or cause deterioration of the goods .
Five , galvanized zinc bucket production methods
Steel drum manufacturing commonly used galvanized steel, because steel itself has galvanized layer , so generally do not need to be coated . In the production process , the galvanized steel sheet of the weld seam welding damaged parts of the zinc coating , thus undermining its corrosion resistance and appearance . So in the barrel body welding is completed, the weld area must be zinc, in order to restore its original function .
Let's talk about drums and electroplating galvanized steel drums difference.
Zinc metal surfaces to form a dense oxide film , the zinc -plated steel sheet is more than the general corrosion resistance. Cold rolled steel plating steel drums is the bottom drums and barrels were galvanized after forming the body , and then roll package dubbed drums .
On galvanized steel is generally used hot dip zinc coating process , the resulting hot-dip zinc coating is thick , and its structural layer of steel substrate, a zinc-iron alloy layer, a zinc oxide film and the film five layers , so the use of drums made of galvanized steel corrosion resistance is very good. Galvanized steel drums are manufactured by such galvanized steel drums .
The bottom drums and barrels are galvanized after forming , respectively , using the electric galvanizing process , this process is obtained zinc coating of zinc ions in the current role of an adsorbed on an upswing , the formation of the zinc layer loose and thin structure , and because no heat infiltration , galvanized steel sheet on the lack of zinc alloy layer , it is formed oxide thin film , and no film layer of protection . Therefore, electro-galvanized steel drums as corrosion resistance and appearance made from galvanized sheet steel drums .
However, manufactured from galvanized steel drums barrel body , it may be because of the need for welding , weld barrel body parts after grinding or after welding after oxidation, so here is a zinc coating has ceased to exist . To make the zinc coating galvanized steel drums remain intact in order to ensure the overall corrosion resistance of galvanized steel drums , we must weld zinc processing .
Currently drums zinc approach taken by the industry can be divided into three types:
1 , hot melt fill tin France
Fill method is to remove the hot melt tin oxide layer weld melt after fill the tin. It works with the usual soldering ( brazing ) Similarly , is the first to use flux liquid ( commonly zinc chloride solution ) to clean the surface of the weld , the weld is heated and then finally onto the molten tin solder joints can be.
Although tin at room temperature, chemically stable , almost not react with air , but it is easy to form a sub- case of acid salts, when alkali stannate easy to form , so that the overall corrosion resistance of galvanized steel drums greater impact . In general corrosion on galvanized bucket less demanding circumstances, the use of such technology is simple, low cost .
This supplement tin France due to production efficiency is relatively low , generally not suitable for mass production .
2 , aluminum paste fill coating method
Aluminum slurry coating method is a complement of the weld oxide layer after grinding , spray paint galvanized steel drums special aluminum paste . This coating is a two component is actually the aluminum paste dissolved X-891 steel drums special coatings ( Shanghai XCMG Coatings Technology Co., Ltd. ) composed of one of its components is the curing agent , and the other component is contained aluminum Paste corrosion resins.
Zinc and aluminum can be formed more compact than the oxide film , it is superior to zinc corrosion resistance , such as a container made of aluminum for water, sulfur , concentrated nitric acid , acetic acid and any concentration of all organic acids aregood corrosion resistance. So, with special zinc galvanized steel drums drums galvanized coating process did not affect the overall corrosion resistance . However, although in about ten minutes on this paint is dry , but it takes a long time to completely cure , so the barrel body both inside and outside the weld galvanized steel drums special zinc coating spray , it is best carried out in the next day and roll package with so full contact oxygen cured coating . Of course, if able to do so in the barrel body temperature of 180 ℃ bake 15 minutes ( this temperature has no effect on the zinc coating ) , paint can also be completely cured , so that we can immediately roll barrels are packaged with it.
Also can be coated with silver paint to fill the weld , although silver paint in silver is actually aluminum , but first silver paint in aluminum content is low, followed by silver paint mostly reconcile with ordinary varnish plus aluminum modulation , it corrosion resistance is poor, it is generally used for less demanding corrosion resistance steel drums .
Complement coating aluminum paste is simple, if the use of automatic spraying equipment production, production efficiency is also high. But for galvanized bucket containing goods have certain requirements , for those who may react with the coating composition or corrosion of contents , is not using this technology .
Under normal circumstances , in order to simplify the process , many companies use hot melt method to complement tin coated galvanized bucket fill , fill with aluminum slurry coating method for coating galvanized bucket outside the meeting . This process approach not only ensures the corrosion resistance of galvanized bucket inside , but also to ensure the appearance of the outer surface galvanized bucket . In the production efficiency is not critical , and this is one of the most useful processes.
3 , spraying zinc France
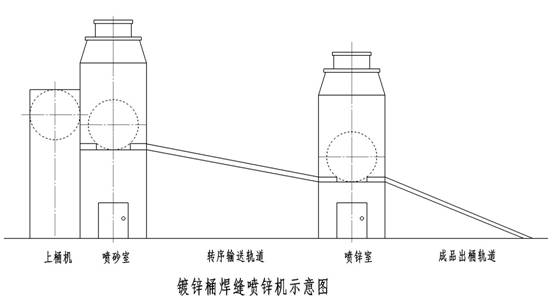
Zinc spraying method is the best zinc galvanized steel drums method is to use special weld zinc galvanized steel drum machines molten zinc zinc.
Dedicated weld zinc galvanized steel drum machine mainly by blasting chamber and zinc spray chamber composed of two parts . As shown weld zinc galvanized steel drums dedicated machine schematic.
As a result of welding galvanized steel drums welds led to oxidation, so make here to re-fill the zinc layer , we must first remove the oxide layer . Weld zinc galvanized steel drums dedicated machine to remove the oxide layer is sandblasted .
When the barrel body down from the welder after being upgraded to hoist sandblasting box mouth ( because of the lower part to the sand , so the sand box doing higher ) , this time in the sand box roller position aligned with the box mouth , directly into the inside of the barrel body positioned on the roller , the operator will align the weld muzzle blast , press the control button after positioning , two injection ports relative blasting gun and started blasting on the drums outside , but this time in a roller driven pump or motor driven barrels are moved in parallel , making the whole barrel body welds along the muzzle blast from start to finish the whole journey , so that the seam on the inside and outside galvanized steel drums oxide layer is completely removed.
Blasting power , which can be applied to the gas pressure in the reservoir sand tank , the compressed air flows can also be driven by the negative pressure generated . Sand during the injection pressure differential impact of easy to damp , but with damp sand material sprayed welds easily generate heat in the sand under the impact of the emergence of rust, so the seam zinc galvanized steel drum machines also need to bake sand equipment matching to ensure that the sand blasting is used for drying .
After dusting , entered zinc spraying machine , basically the same actions and blasting , zinc spray operator will align the weld gun and press the control button after positioning , two injection ports facing the spray gun while zinc galvanized steel inside and outside the barrel at the beginning of the weld zinc spray . Zinc spray gun is to rely on the heat generated by the combustion of acetylene zinc wire melted , and through the resulting pressure of the liquid sprayed into the barrel body of zinc , zinc wire melting speed synchronization with automatic feed . At the same time , driven roller barrels are moved in parallel . Makes the whole barrel body weld zinc spray gun along from start to finish
The whole journey , so that the whole of galvanized steel drums outside the weld zinc layer is destroyed completely complemented .
As the temperature of molten zinc zinc is high, easy to form a zinc- iron alloy layer , the appearance is easy to form a dense oxide film , so the use of zinc galvanized steel drums dedicated machine welds formed by molten zinc galvanized zinc layer closest to the galvanized steel structures. This is the best mass galvanized bucket craft .