


STEEL BARREL
STEEL BARREL PRODUCTION LINE
- 10PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 7PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 5PCS/MINUTE MIDDLE SPEED STEEL BARREL PRODUCTION LINE
- 1PCS/MINUTE LOW SPEED STEEL BARREL MACHINERY
Technical solution of Steel Drum Production Line
This lecture focuses on the process of implementation steel barrel production processes and the corresponding equipment , due to the business process methods and equipment are not the same , so we introduce a variety of process methods and equipment features.
One , uncoiling leveling cutting process and equipment
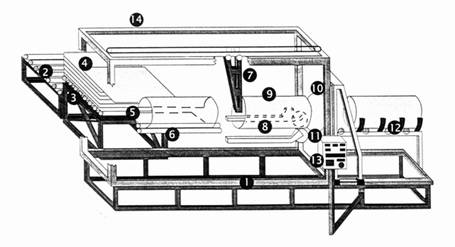
Common uncoiling leveling machine as shown:
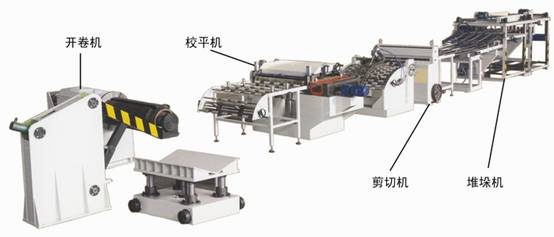
Uncoiling leveling cutting production line
Uncoiling leveling equipment mainly consists of decoiler , feeding trolley ( or crane ) , leveling machines, shearing machines ( punch ) and stacking machine. Currently more advanced uncoiling leveling production line, using servo motor, computer control, high-speed, accurate cutting, the following process for ensuring the sizes of materials plays an important role .
Steel plate cutting device is currently mainly inclined blade shears, flat blade and disk shears shears . As shown for the flat blade shears and shear partial schematic oblique edge shears .
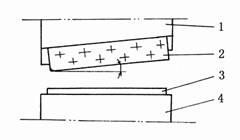
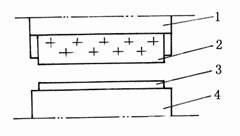
And oblique flat blade shears blade shears schematics
Inclined blade shears blade shears peace , according to the transmission mode is divided into mechanical shears and hydraulic shears, press turret forms of exercise into linear motion and oscillating shears shears . Flat blade shears, as the shear in the shear direction , the shearing force, but the oblique edge shears flat section in the shear direction is the contact surface is small , so the shear force is small , it is likely to cause sheet material not flat, advantages and disadvantages.
Is currently more advanced disc cutting machine shearing machine , it works as shown below. Disc shears features are: upper and lower disk-shaped cutter , cut up and down at the same speed cutting discs different direction. The sheet material is cut by the friction between itself and the blades into the blade , cut the work done . A bit like life , like pressing machine cutter . Round knife shears used to strip or aspect under joint cutting, high production efficiency . As shown in the vertical and horizontal joint shears .
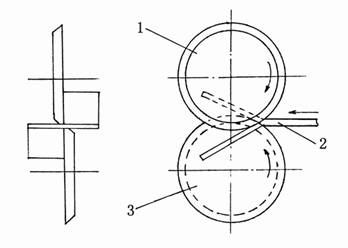
Schematic disc shears
Aspect disc shears Outline
Second, the barrel body rolling welding technology and equipment
In general, steel drum production workshop, barrel body rolling round machine with a separate volume production, as shown rolling machine is a common structure .
Steel drum manufacturing commonly used three-roll rolling machine with mechanical adjustment. Support two roller bearings mounted under the left and right rack, side rollers ( lower roller ) the shaft protruding racks, through the gears , reducers and motor connections on both sides by the motor-driven rollers . Ordinary three-roll rolling machine , because the two lower rollers distance , so the production of the barrel has a circle two straight segments , affecting the smooth curvature of the surface of the steel drums degree .
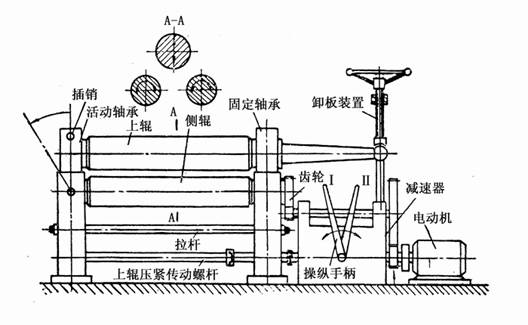
Three-roll rolling machine structure
In using automatic seam welding production , rolling devices are usually integrated in the seam welder . Below automatic welding machine on a rolling device . It is non- symmetric three-roll rolling machine , between the lower roll and post- roll , set up a sliding roller. Slide the roll is the role of the leading edge of the barrel body material correct orientation on the radius of the rear roller and sheet metal edge line segments may exist minimized . Its location is essentially fixed , the roller is passive.
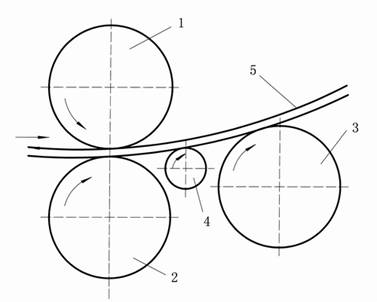
Automatic seam welder schematic rolling device
Cooperage in the majority of domestic enterprises, after rolling through the barrel body , must take the side after a spot welder for positioning , and then on the seam welder seam welding . In using the new semi-automatic seam welder production , does not require welding positioning by seam welding on the Z- rail can be positioned directly and seam welding . Using automatic seam welding machine , you can feed directly to the tablet supply seam welder , seam welding to be completed by rolling , positioning , seam welding of the whole process .
Below common semiautomatic welding seam structure . Its structure and spot welding machine is basically the same , only part of the welding head welding wheels , reducing the welding wheel drive and other parts. Steel drum manufacturing common little resistance welding machine welder, seam welder and welder , it works belong to the resistance welding .
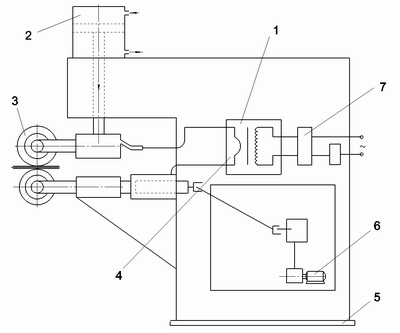
Semi-automatic seam welder schematic structure
Resistance welding equipment generally consists of three main parts:
( 1) welding transformers based, including an electrode and a secondary loop consisting of the welding circuit .
( 2 ) from the frame and the workpiece and the welding pressure is applied to a transmission mechanism composed of a mechanical device .
( 3 ) can be required power, and control of welding procedures each time and adjust the welding current control circuit .
In addition to these basic unit , the steel drums with a welding machine and some auxiliary devices, such as positioning devices , cooling water system and so on. New semi-automatic seam welding machine, installed in the nose section of the Z- take the side of the alignment guide and Barrel diameter roller drum positioning . Cooling water cooling device is mainly used for the electrode , the electrode cooling conditions directly affect its electrical conductivity , hardness and life. Electrode in the course , if the cooling strong to heat well , not only to maintain its good conductivity and hardness , while extending the life of the electrode .
Below automatic seam welder common structure .
Automatic seam welder schematic structure
Automatic seam welding production , good shear plate in front of the automatic feed welder , after rolling and initial positioning , by the propeller positioned along the Z-shaped guide rail into the rollers and between the upper and lower welding wheels .When tens of thousands of amperes of current through the barrel body lap because there is a higher interfacial resistance , the thermal effects caused by local heating . As the temperature increases , the internal resistance of the rapid increase in steel drums , the interaction between such a weld metal parts of softened plastic state . At this time , the upper and lower welding wheels under pressure , by uniform linear motion , a high frequency current for the period of sinusoidal variation , the formation of a consecutive joints , so that after the rolling barrel body sides is formed between a bonding surface of a common die . Further amendment of the weld under the pressure roller , the formation of a uniform , compact , strong welding seam , which can withstand the flange, pressure ripple , swelling in the process of sealing ribs , and the stress , a process to achieve the desired results.
Welder welding quality and performance , welding process specifications have a great relationship . Welding procedure specification refers to the composition of the welding cycle characteristics and specifications determined resistance welding parameters , mainly welding current, welding pressure , power-on time , the electrode working face geometry and size. Between these parameters are closely related and can to a large range of changes in order to control the quality of welding. In order to standardize the correct selection of parameters , each parameter should have the characteristics , roles and relationships with each other , to understand specification selection , measurement, and control methods . In general, the parameter selection should be based primarily on Joule 's law .
Q = I2Rt
From the type of resistance welding can be analyzed the relationship between various parameters . Wherein the resistance , the conductivity of the material , thickness , and the pressure between the electrodes has a great relationship : the greater the pressure , the smaller the resistance , the smaller the pressure , the greater the resistance ; material better conductivity , the smaller the resistance , electrical conductivity rate is worse , the greater the resistance .
1, changing the welding current of the welding . When the current is too small, the welding can not be sufficiently heated , has been unable to reach the melting temperature ; increase the current after the core melt , but the size is too small , not penetration ; when the current is too large , the current density is increased , increasing the heating , if expand much faster than the core diameter of the plastic ring expansion speed , appeared splash. With the formation of splash , the depth of indentation may be formed , shrinkage defects such as large size , reducing the joint strength .
2, change the current pulse duration of the weld . When the energization time is too short , the contact surface of the heating only get traces of adhesion can not be formed of plastic welding zone , or plastic welding zone is small , can not form a strong joint ; when power is applied for too long , the liquid metal within the core of the electrodeunder pressure may exceed the relatively thin plastic ring , forming splash , causing surface overheating, deep indentations , take the side of crushing and other defects , so that the surface quality of parts and fittings carrying capacity greatly deteriorated.
3 , the electrode of the welding pressure . When the electrode pressure is too large , the plate member - in close contact with the electrode , heat strengthened, thereby reducing the total heat , melt solder to form the core size decreases sometimes incomplete penetration ; when the electrode pressure is too small, poor contact between the plates , it will cause the heating too fast , before the formation of a large number of weld spatter , as well as parts burn , burn .
4 , the electrode side surface of the weld . Because the electrode determines the current distribution and 40 % of the heat loss , the electrode material , the shape , the end face of the cooling and working conditions have a direct impact on the size of the solder joint strength . When the electrode material, shape , structure, the electrode end face of a large contact surface will extend the current density is reduced and enhanced cooling capacity , with the result that penetration rate decreased rapidly . If the current density and electrode pressure is also maintained at a certain range, the core diameter d is not changed much.
These parts only from spot welding parameters to analyze the situation on the spot quality stability. In fact, between the welding process parameters change are not isolated , and often causes changes in a parameter to another parameter changes , and a few parameters required by a certain change in their different directions , but also regulate out with different characteristics, different heating effects obtainedspecification.