STEEL BARREL
STEEL BARREL PRODUCTION LINE
- 10PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 7PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 5PCS/MINUTE MIDDLE SPEED STEEL BARREL PRODUCTION LINE
- 1PCS/MINUTE LOW SPEED STEEL BARREL MACHINERY
Design of Steel Drum Production Line (Part Two)
Steel drum production line process and equipment layout
(A) The Technical process design
1, the technical design principles of steel drum production line
Technical process is the general design base of the automatic steel drums production line, it is decided by research and analysis. When design the barrel production technical process, we have not only to ensure steel drums quality, but also pursuit high efficiency, low cost, simple process, easy to achieve automatic control, easy to maintenance and easy to operate. As following is some basic design principles according to the technological characteristics of the automatic steel drums production line:
(1) Choose the suitable raw material such as steel panel, paint, coating, closure and etc. For the automatic steel barrel production lines, once the raw material was selected, you should not change the material so the equipment won't used for. Such as steel coils for production, the size shall be confirmed when design of the steel drum production line. Once the size confirmed, all the equipment on the production shall be designed and produced according to the suitable size. If the steel panel size was found to unsuitable, the automatical metal barrel production line is diffcult to be changed to get used to the new size.
(2) Confirm the centralization and decentralization of the technical processes. Which promote design process of centralization and the degree of dispersion of a more comprehensive, integrated to ensure the quality, increase productivity and reduce the cost and other factors.
Centralized process characteristics: due process concentrated to reduce the intermediate transmission, storage, steering and other sectors and agencies to simplify and reduce the footprint of the production line. However, the step excessively concentrated, interested in the production process to produce the more restrictions, reducing the versatility, increasing the degree of complexity of the mechanism, not easy to adjust. Therefore, a centralized process, should ensure that adjustment, easy maintenance, reliable work, there is a certain versatility. The typical example is the centralized process cooperage equipment barrels are triple molding machine, it barrels flanging, up ribs, corrugated three processes, focused on the same device equipment.
To improve work efficiency, and easy-to-balance process production beat cooperage operations can be dispersed in several steps at the same time, the process time overlap, that is, the process is dispersed. The step of dispersion can be reduced to the degree of complexity of the mechanism, improve reliability, and ease of adjustment and maintenance. Production line covers an area of large, over-dispersion also increased costs. For example, some companies within the coated and coated steel drum coating production set in two different processes (spray booth), not only to increase the footprint of the device, and also increase the cost of production. Advanced step is a step of the inner coating and overcoated disposed in the same one step. Some enterprises to the production process of the barrels are reasonably dispersed, can greatly reduce the complexity of the device, and to facilitate adjustment and maintenance, but also improve the reliability of the work.
Short for centralized and decentralized process, should be based on the characteristics of the production line comprehensive and integrated analysis comparing strive reasonable best program.
(3) the equilibrium step beat. Balance to the beat of the process is one of the important issues in the development of steel drums production line process program. Good synchronization among cooperage equipment, continuous coordination to ensure automatic steel drum production line production is very important. Balance beats oppose repression advanced and to accommodate backward balance method.Specifically to take the following measures.
① will cooperage process broken down into a simple process, and then the process of centralized, decentralized balance of principle and beat the combination of a certain amount of reasonable process.
② subject to conditions, not the process beat tends to be consistent, if possible, make it into a multiple relationship, certain cooperage equipment to achieve the purpose of synchronization in parallel. Such as tact barrel body molding equipment 12 / minute, while the semi-automatic seam welder the takt 6 / minutes, in order to balance the beat, you need to use the two seam welder parallel production to meet the production line of the barrels beat needs.
③ adoption of new technologies, improved technology, eliminate fundamentally affect the productivity of the process and weak links. Such as the barrels are production equipment beat 12 / minute in order to beat of seam welding process in coordination with, and can be used to produce the new type of automatic seam welder, its speed can reach 12 / min, using a single seam welding The machine can be consistent with the full range of beats.
In short, the process plan selection is a very complex issue, and must be considering in terms of product quality, production costs, reliability, labor conditions and environmental protection.
2, in the form of process routes and select
Process implementation of the road (referred to as the process route) a variety of forms, linear, step-type, rotary, and combination.
(1) linear process route. The linear process route that the displacement of the barrel pieces as a straight line, cooperage production lines and more horizontal straight line, and generally can be divided into vertical and horizontal.
(2) three-dimensional process route. The composition of the process route for interchange, some enterprises due to the limitations of the workshop space, a production line may span different floors or space, to form a three-dimensional process route.
(3) The process route of transformation. In some small automatic production line for steel drums, often back to the transition process route. The back transformation process route, barrels pieces along the arc trajectory. May be intermittent rotation, and also has a continuous rotation, and its delivery system in general is the rotational center for the center rotation of the large disc.
(4) a combination of process routes. Different because of the the cooperage device and production sites, in order to adapt to the status of the production characteristics of the various equipment and production sites, using a combination of process routes, if any enterprise barrels production line is a horizontal production line, coating production line becomes vertical production line, finished goods warehouse storage warehouse in the basement, so the use of the combination process route.
These three process routes, the transition back to the device structure and layout can be compact, beautiful appearance, the shorter machine kinematic chain drive system, small footprint, easy to operate. The drawback is the need for additional transmission steering or adjust the direction of the steering mechanism uses barrel parts, the implementing agency of each station layout requirements, suitable for the automated production of small steel drums. Linear process route as a route back to the transition process commenced, barrel pieces transfer easier, low requirements on the transport mechanism, the executive body of the station arranged relatively easy, but the equipment footprint, drive chain longer operating by a large range of activities suitable for the automated production of large steel drums. The three-dimensional process route has advantages and disadvantages of the linear process route, but must be additional barrel pieces lifting mechanism. The process route direct impact on the device structure and layout, and design chosen to consider various factors.
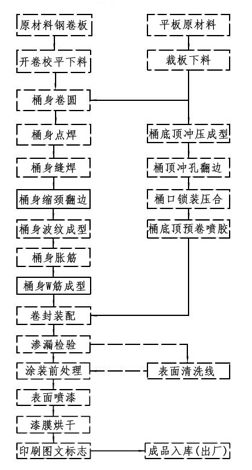
3, the process flow diagram design
Process flow diagrams, process method, one of the manifestations of the process design results is one of the important information in the automatic production line design, is the basis and foundation of the follow-up of the overall structure of the design.The process flow diagram must image, concise and clear. Based on the process flow diagram, can be largely determine the motion characteristics of the cooperage equipment, duty cycle and overall layout programs. Should reflect the following process flow diagram.
(1) steel drums probably feature.
(2) the specific process from raw materials to finished process.
(3) barrels a sport routes, production process route.
Cooperage process sequence (4) and work median, process operation and the order and number of the auxiliary operation.
(5) barrels pieces on each station to reach the working status and requirements.
(6) the executing agency and the mutual position of the pieces of the barrel, barrel pieces forming works.
Figure 5 is an example of a process flow diagram of the steel drum production line of a company.
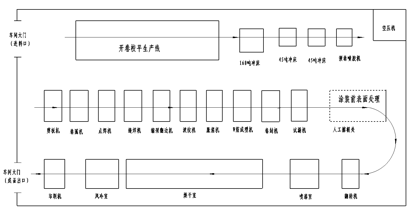
(B) The layout
Cooperage process route and equipment is determined, in line with a simple, economical and practical principles of layout equipment, cooperage process, forming process line production equipment to make the overall arrangement of the layout.
Layout should strive for short production line layout tight Qin, small footprint, neat appearance and adjustment, operation, easy maintenance.
Steel drums automatic production line arrangement can be arranged in various forms, such as linear, rectangular-shaped or box-shaped. As to what form layout, considering example, the plane of the workshop layout, column spacing, the shape of the device size and production capacity, the form of conveyor. Also, ease of operation and centralized control.
As shown in Figure 6 planar layout diagram example for a factory production line of steel drums production workshop equipment.