


STEEL BARREL
STEEL BARREL PRODUCTION LINE
- 10PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 7PCS/MINUTE HIGH SPEED STEEL BARREL PRODUCTION LINE
- 5PCS/MINUTE MIDDLE SPEED STEEL BARREL PRODUCTION LINE
- 1PCS/MINUTE LOW SPEED STEEL BARREL MACHINERY
Technical Principle of Metal Barrel Production Line
One, the basic principle of the drums machining
Steel drum manufacturing technology actually is a specific application of an integrated technology, the production process may seem simple, but it involves many areas of technology. For example: steel decoiling level - rolling shaping technology; barrels rolling, flanging, bulging - cold processing technique of the plastic deformation of metallic materials; point weld - welding of metallic materials technology; barrels case back, closed the barrels of production - cold stamping technology; degreasing rust - chemical surface treatment technology; paint drying - surface coating technology and heating technology; steel drum pattern production - printing technology. Which can also be used such as rolling technology, forging technology, hydraulic transmission, pneumatic transmission technology, bulging technology, automatic control technology, and so. So, cooperage technology is not a separate discipline, it is a comprehensive multidisciplinary applications.
The basic processing methods:
1, the molding. The use of the principle of plastic deformation of the steel plate made of a blank plate required shape mounted and the size of the parts, and its method is known as molding. Slab bending (rolling), bulging, flanging and stretching.
2, bonding. By plastic deformation of the principle of the separation of materials using methods such as stitching, seams, curling, buckle sewn, welded bonding as a whole, is the bonding. It is in this way in the production of steel drums crimping assembly, closed lamination.
3, separation. The use of the plastic deformation of the material to reach the final stage will have the nature of the fracture, the material is separated into two or more parts made of parts of the processing method. Such as shearing, blanking, punching processing.
4 correction. Used to improve the shape of parts, dimensional accuracy or surface state, such as finishing, trimming, school equal processing.
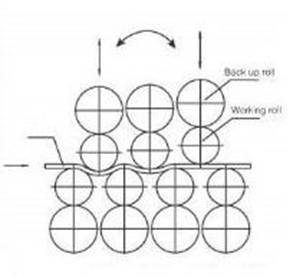
TWO: Steel drum material leveling process principle
The use of the multi-roll working principle, the plate material in the upper, between the under leveling roller repeated deformation, stress relief, and the purpose of leveling.The outer side of the work rolls in the upper and lower rows, set rigid support roller (wheel), the set of rollers constitute quadruple structure. Sheet through leveling, can significantly improve its flat state, to improve the quality of the workpiece. Can work independently for a single plate leveler; may also configure uncoiling before leveling guide material behind configure shear, crib and other materials, the performance of complete production line control system connected into the metal coil leveling , slitting.
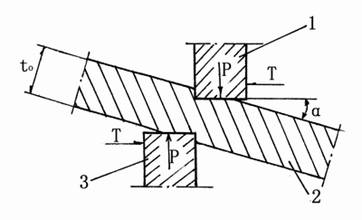
Third, the process of steel plate shear principle
The basic principle of the shearing process is the use, under the steel plate cut scissors, shears under the scissors is fixed, on the scissors downward shear start the scissors cutting edge pressed into the steel sheet, resulting in a pair of shear P corresponding of torque, shear steel drum rotation. Next, in the other plane of the shear to produce a pair of force T and the corresponding torque, equilibrium of the second force, and a steel plate to be cut no longer rotated, until it is sheared steel sheet was cut under the action of shearing force .
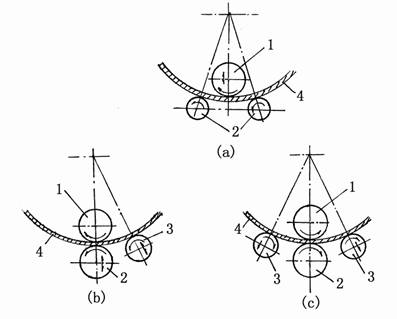
Fourth, the barrels are rolling process principle
Roll round the working principle of the barrel body, as shown in (a) shows a symmetrical three-roll rolling roller sectional view. On symmetrical positions in the two lower rollers in the middle of the upper roller 1, the roller can be adjusted up and down is a passive roller, a lower roll 2 is a driving roller. The work sheet placed between the upper and lower rollers, the upper rollers under pressure, the plate material in the bend between the supporting point, due to the frictional force so that the movement of the sheet, so that the entire sheet uniform bending occurs when the rotation of the two lower rollers, .
Bending principle known only to the part when the sheet with the upper roller contact, will achieve the desired bending radius, and therefore each of the both ends of the edge of the plate material a length of no contact with the upper roll does not bend, known as the residual straight edge, the remaining straight edge length of about half of the two lower rollers distance. Figure (b) and (c) is an asymmetric three-roll and four-roll coil, and its purpose is to reduce the two straight edges.
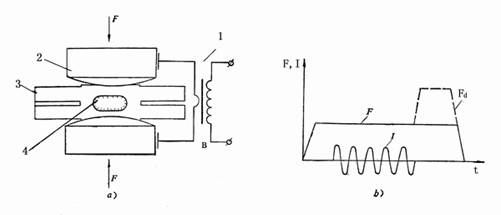
FIVE: Barrels welding process principle
As shown in the following figure, barrels are spot welding schematics. Ready welded barrel pressure is placed between the two electrodes, and welding is turned on the current use of the heat generated by the barrel of electrical resistance heating and the formation of the situation melted (or reach a plastic state) after power failure, the pressure continues to under the effect of forming a strong joint, and this process is called the resistance welding.
SIX Barrels flanging process principle
Barrel body flanging process is based on the principle of plate material have plastic - refers to steel by external force, permanent deformation performance under the conditions of integrity destruction. The shape of the deformation process of the barrels a gradient forming process. Bend torque in the beginning of forming, flanging die is applied to the sheet metal of the barrels are not caused by the outer surface of the material deformation zone within the stress values less than the material yield limit, only elastic deformation caused by the material internal ; as the forming mold Shi also increasing pressure values, i.e., the outer bending moment constantly enhanced, and when it exceeds the yield limit of the material, the inner and outer surfaces of the material first occurred by the elastic deformation state transition to the plastic deformation state, and plastic deformation, appearance-oriented center has gradually expanded until forming.
Seven, corrugated roll forming principle of ring bars
Roll forming process is the use of the role of friction falls lower bellows on the barrel body to rotate in synchronization with the roller under pressure, and the barrels are in the upper and on the parts in contact with the roller under the action of the lower corrugated roller so produce local plastically deformed. Corrugated roll the barrel body is a local molding materials by two-way stretch of the deformation zone. As shown below.
Eight barrels bulging principle
Bulging technology applications is very wide, it can not only bulging corrugated ring bars, the expansion cone can also flanging, capable of molding the form of a variety Barrel, the expansion of all types Barrel type as shown in the following figure, is common.